내식용도의 소재가공 · 설계시 주의사항

- 1. 선정된 사양으로 Teflon™ 코팅 진행시 대부분 장시간의 열처리(350℃ ~ 400℃) 공정을 필수로 거쳐야 하므로 코팅 대상 모재는 반드시 열처리 온도에 견딜 수 있는 소재이어야 합니다.
- 2. 접합부위(모서리, 코너) Round 가공 및 용접부위 가공 · 사상이 부적합한 경우는 도막의 용융 후 수지 수축 및 장력으로 인한 두께가 얇아지거나 모재로부터 분리되는 품질의 중대결함이 발생되며 또한 Crack, Bubble, Pinhole 등이 발생하여 사용수명이 현저히 줄어들고 내식에 대한 중대결함이 발생할 가능성이 아주 높습니다.
- 3. 내식용도(내화학용도)의 대부분의 제품은 코팅도막두께가 일반적으로 400㎛ 이상이어서 코팅 후 Pinhole Test 검사시 제품의 소재 관련 결함, 접합부위 Round 가공이 부적합하거나 용접사상 부적합 등의 원인으로 Pinhole이 발생하면 내식용으로는 사용할 수 없는 제품으로 분류합니다. 위와 같은 이유로 내식용도 제품은 코팅전(입고전) 저희 회사 담당 직원이 사전에 기재결함 및 가공상태, 코팅에 적합하게 제작이 되었는지를 고객과 함께 확인하는 절차를 두고 있습니다.
- 4. 아래와 같은 내용으로 제품이 제작 및 가공되어야 하며 상세한 내용 및 기술문의는 현 담당자와 별도로 협의하여 주십시오. (제품 진행시 소재 가공 방법, 코팅 공정, 제조 공정도 등의 관련 자세한 자료는 별도로 요청시 메일로 송부됩니다.)
품질 확보를 위한 모서리(접합부위) 부분 Round 가공 기준
| 코팅두께기준 | Convex(凸) : 모서리 | Concave(凹) : 코너 |
|---|---|---|
| 0.2 ~ 0.4㎜ | 최소 2R ↑ | 최소 5R ↑ |
| 0.4 ~ 0.8㎜ | 최소 3R ↑ | 최소 8R ↑ |
| 0.8㎜ ↑ | 최소 4R ↑ | 최소 10R ↑ |
| 코팅에 부적합한 Round | 코팅에 적합한 Round |
|---|---|
 |
 |
 |
 |
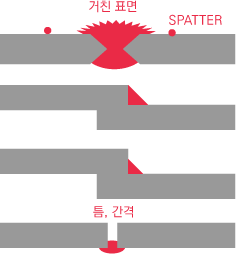
용접부위 가공 방법
| 코팅에 부적합한 용접 | 코팅에 적합한 용접 |
|---|---|
 |
 |